
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




Yük Stabil T Stil Kaynak Somunları
Yüke dayanıklı T tarzı kaynak somunları, kaynak yapıldıktan sonra diğer birçok somun tipine kıyasla titreşime ve gevşemeye karşı üstün direnç sunar. Güvenilir üreticiler tarafından desteklenen kaliteli üretim, ürünlerin uluslararası standartlara uygun olmasını sağlayan Xiaoguo®'nun merkezinde yer alır.
modeli:JIS B1196-3.2-1994
Talep Gönder
Ürün Açıklaması
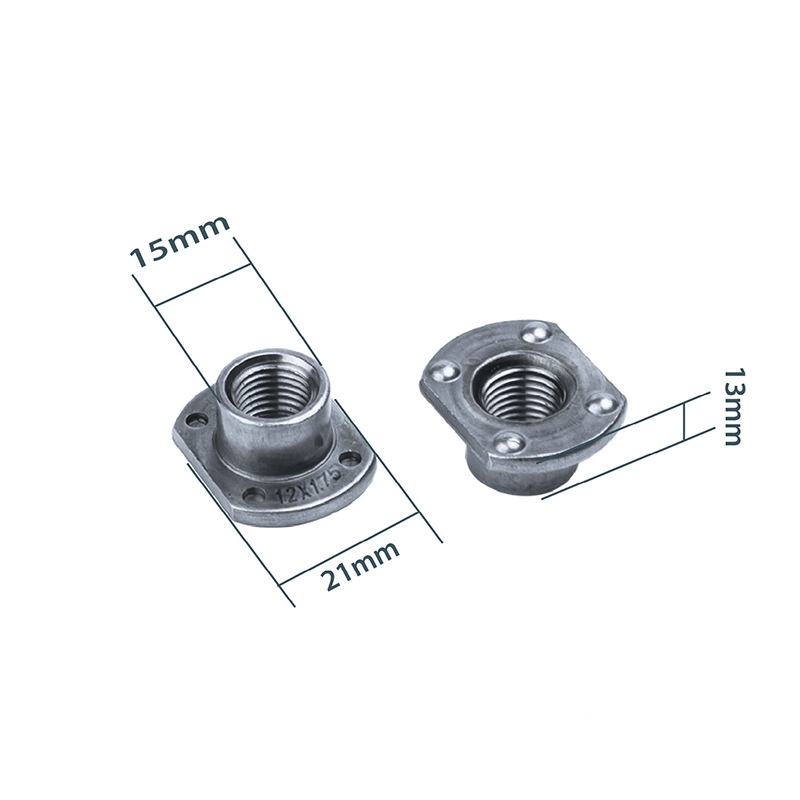
Her iki tarafa da erişmenizi gerektiren cıvataların aksine, yüke dayanıklı T tarzı kaynak somunlarının hem kaynak yapmak hem de bağlantı elemanlarını takmak için yalnızca bir taraftan erişime ihtiyacı vardır. Bu, kapalı parçalar veya kutu şeklindeki bölümler için son derece kullanışlıdır.
Ayrıca büyük flanş metal levhaya karşı yalıtıma yardımcı olur. Kaynak yapmadan önce flanş yüzeyine sızdırmazlık maddesi veya conta koyarsanız, bu somunlar sıkı oturan, sızdırmaz bir bağlantı oluşturmaya yardımcı olacaktır.
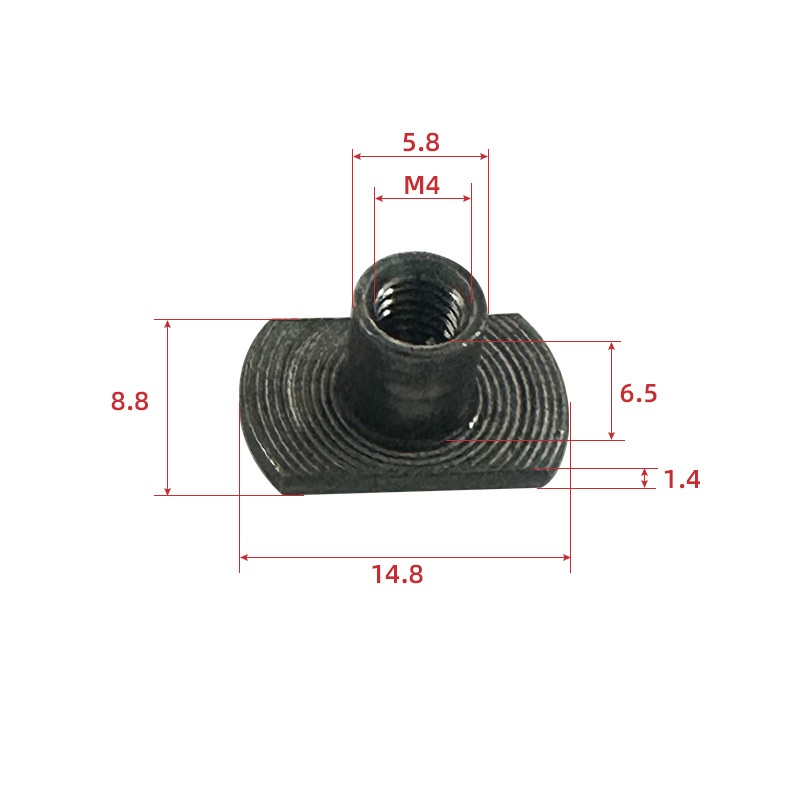
| Pazartesi | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1.25︱1.5 | 1.5︱1.75 |
| dk maks | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk dk | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| maksimum | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| dakika | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| dsmax | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| dk. | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k maksimum | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| bin dakika | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| saat maksimum | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| sa dk | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 maksimum | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| gün0 dk | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 maksimum | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| gün1 dakika | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Uygulanabilir Senaryolar:
Yüke dayanıklı T tarzı kaynak somunları için en yaygın ve en ucuz malzeme, AISI 1008, 1010, 1018 gibi düşük ila orta karbonlu çeliktir. Bu tür çelikler kaynak için iyi çalışır, iyi bir dayanıklılığa sahiptir, şekillendirilmesi kolaydır ve fazla maliyetli değildir.
Karbon çeliği, yüke dayanıklı T tarzı kaynak somunları, ister içeride ister az korozyonlu yerlerde olsun, çoğu normal endüstriyel kullanım için uygundur; özellikle de koruyucu bir kaplamaya sahiplerse. Dayanıklılık özellikleri, kaynak yapıldıktan sonra zorlu sabitleme işleri için gereken kesme ve çekme kuvvetlerini karşılayabilecekleri anlamına gelir.

Kurulum Talimatları:
Yüke dayanıklı T tarzı kaynak somunlarından en iyi gücü elde etmek için kaynak ayarlarını (akım, zaman, basınç) tam olarak somunun malzemesi ve kalınlığı için belirtildiği gibi kontrol etmeniz gerekir.
Yüzeyi doğru şekilde hazırlamak gerçekten önemlidir: temiz, metal üzerinde yağ olmamalıdır. Tasarımın kendisi kaynak akımının projeksiyon yoluyla odaklanmasına yardımcı olur, ancak makinenin doğru şekilde ayarlanması ve operatörlerin ne yaptıklarını bilmelerini sağlamak çok önemlidir. Her T-Stili somunda bu şekilde tutarlı, güçlü kaynaklar elde edersiniz.
Sıcak Etiketler: Yük Kararlı T Stil Kaynak Somunları, Çin, Üretici, Tedarikçi, Fabrika
İlgili Kategori
Altıgen Somun
Kare Somun
Altıgen Flanş Somunu
Kilit Somunu
Başlık Somunu
Altıgen Oluklu Somun
Somunu El Vidası
Yuvarlak Somun
Hub Somunları
T-somun
Kamış Somunu
Diğer Kuruyemişler
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.








