
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


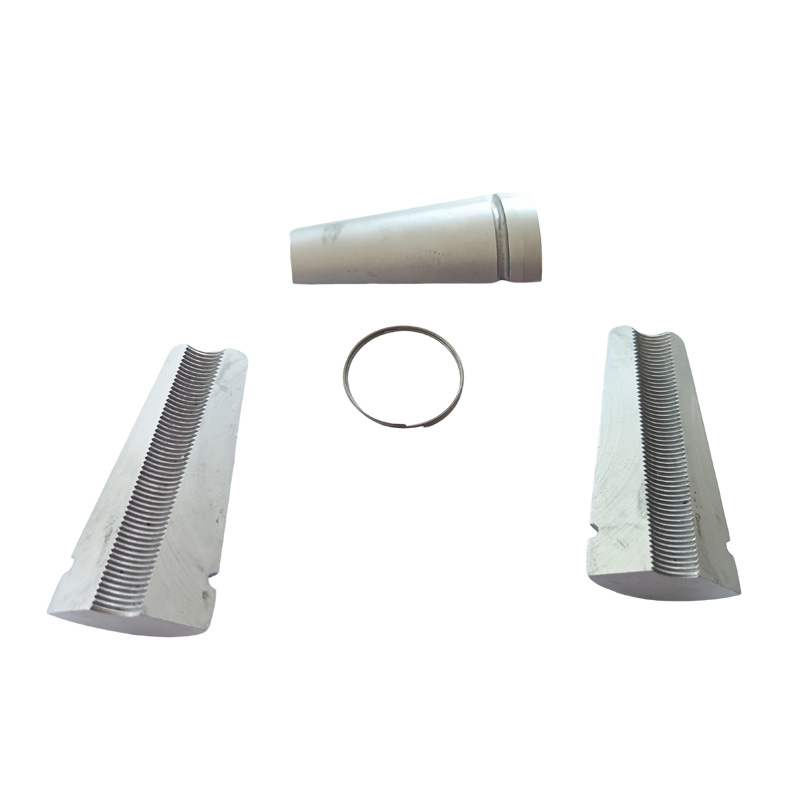
Soğuk Dövme Ard Germe Takozları
Xiaoguo®, Soğuk Dövme Ard Germe Takozlarının yüzey diş modelinin özelleştirilmesine olanak tanır. 12,7 - 17,8 mm çelik kablolara sıkı bir şekilde oturabilen tekdüze diş desenleri oluşturmak için ihtiyaçlarınıza göre hassas bir şekilde işlenir. Gerilme kuvveti 2000 MPa'ya ulaştığında bile kaymaz. Böyle bir ürün mü istiyorsunuz?
Talep Gönder
Ürün Açıklaması
Malzeme
Soğuk Dövme Ard Germe Takozu malzemelerinin seçimi nihai performansını, özellikle de yüzey aşınma direnci ile çekirdek tokluğu arasındaki dengeyi doğrudan etkiler.
Ortak malzeme sistemleri:
(1)20CrMnTi (Tercih edilir)
Düşük karbonlu alaşımlı bir çelik olduğundan, yüksek mukavemetli öngerilmeli takozların üretiminde tercih edilen malzemedir. Temel avantajı, Soğuk Dövme Ard Germe Takozlarının içindeki iyi tokluğu korurken, karbürleme veya karbon-nitrojen birlikte karbonlama işlemleri yoluyla yüzeyde son derece yüksek sertlik ve aşınma direnci elde etme yeteneğinde yatmaktadır.
(2)40Cr / 45# çelik
Bu iki malzeme, performans ve maliyet arasında bir denge kurar ve orta düzeyde güç gereksinimleri olan senaryolar için uygundur.
(3)Diğer malzemeler
Amerikan standart sisteminde AISI C12L14, C11L17, 40Cr, C45 gibi malzemeler de kullanılmaktadır.

Zanaat Gereksinimleri
Soğuk dövme, Soğuk Dövme Ard Germe Takozları için yalnızca yüksek hassasiyet sağlamakla kalmayıp aynı zamanda üretim verimliliğini ve malzeme kullanımını önemli ölçüde artıran temel bir üretim sürecidir.
[1]Çekirdek üretim süreci
(1)Soğuk şişirme / Soğuk ekstrüzyon: Ana işlem, metal kütüğün oda sıcaklığında ekstrüde edilmesi ve şekillendirilmesi için bir soğuk şişirme makinesi veya presin kullanılmasını içerir.
(2)Şekillendirme süreci: Üretim süreci genellikle "malzemenin kesilmesi → düz zımbanın şekillendirilmesi → çok konumlu soğuk başlık şekillendirme" gibi adımları içerir ve Soğuk Dövme Ard Germe Takozlarının temel şeklini bir veya daha fazla aşamada üretebilir.
(3)Proses avantajı: Soğuk dövme prosesi son derece yüksek bir malzeme kullanım oranına sahiptir, tipik olarak %85'in üzerine çıkar ve ileri teknikler %99'a kadar ulaşabilir.
[2]Anahtar işleme doğruluğu:
(1)Yüzey pürüzlülüğü: Ankraj plakasının koni delikleri gibi önemli eşleşen yüzeylerin yüzey pürüzlülüğü son derece yüksektir. Kendiliğinden kilitlenme performansını sağlamak amacıyla tipik olarak koni delikleri için Ra değeri 0,8, diğer parçalar için ise 3,2'dir.
(2)Boyut toleransı: Ankraj plakasının çap sapması ±0,5 mm içinde olmalı ve koni açısının hatası ±0,3° içinde olmalıdır.

SSS
(1)Soğuk Dövme Ard Germe Takozlarının malzemesi düşük sıcaklıktaki tokluk (-40°C gibi) gereksinimlerini karşılıyor mu?
C: Evet. Malzememiz ≥ 27J darbe enerjisiyle (GB/T 229 standardına uygun) -40°C düşük sıcaklık darbe testini geçmiştir.
(2)Soğuk dövmenin geleneksel sıcak dövme veya işlemeye göre avantajları nelerdir?
C: Soğuk dövme (soğuk şişirme / soğuk ekstrüzyon) oda sıcaklığında oluşturulur ve üç temel avantajı vardır:
①Yüksek malzeme kullanım oranı
②Yüksek boyutsal doğruluk
③İyi yüzey kalitesi
(3)Ne tür bir yüzey işlemi benimseniyor?
Standart yüzey işlemi fosfatlama + yağ kaplamadır (temel pas önleyici).
Korozyonun yüksek olduğu ortamlar için Dacromet veya çinko-nikel alaşımlı kaplama gibi seçenekler tercih edilebilir.
Sıcak Etiketler: Soğuk Dövme Ard Germe Takozları, Çin, Üretici, Tedarikçi, Fabrika
İlgili Kategori
Sıcak Daldırma Galvanizli Kütük Çelik Tel
Optik Kablolar İçin Galvanizli Çelik Tel
Çelik Teller
Yuvarlak Halat
Uçak Çelik Halat
Paslanmaz Çelik Halat
Tutucu Takoz
Ankraj Tutucu
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.








