
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Kararma Tedavisi Yuvarlak Kendinden Perçinli Somun
Xiaoguo®, tutarlı ürün kalitesi için modern makinelere yatırım yapar. Kendiliğinden perçinlenen somunun yuvarlak kararma işleminin kurulumu Kararma işlemi, bir mandrelin ortasından çekilmesini içerir, bu da alt kısmın radyal olarak dışa doğru deforme olmasına neden olur ve malzemenin kör tarafında geniş, güvenli bir dayanma yüzeyi oluşturur.
modeli:QIB/IND ZS
Talep Gönder
Ürün Açıklaması
Kendiliğinden perçinlenen somun kararma işleminin daha iyi sonuç vermesi ve daha uzun süre dayanması için farklı yüzey kaplamaları alırlar. İşte yaygın olanların özeti:
Çelik somunlar genellikle çinko kaplamaya sahiptir; şeffaf, sarı veya siyah kromat kaplamalar elde edebilirsiniz. Bu onları paslanmaya karşı korumanın uygun maliyetli bir yoludur. Ayrıca çinko pul kaplama olan Geomet™ var. Korozyona ve kimyasallara karşı mücadelede gerçekten iyidir ve birçok otomotiv standardını karşılar.
Paslanmaz çelik somunlar genellikle pasivasyon işleminden geçer. Bu sadece halihazırda sahip oldukları korozyon direncini artırmaya yardımcı olur. Alüminyum somunlar anodize edilebilir (şeffaf veya renkli olabilir) veya kimyasal film (bu bir kromat dönüşüm kaplamasıdır) kaplanabilir.
Tüm bu kaplamalar aynı işi yapıyor: fındıkları nemden, kimyasallardan, aşınma ve yıpranmadan koruyorlar. Uzun süre dayanmalarını istiyorsanız bu önemlidir.
Endüstri standartları ve parametreler:
Kararma işlemi yuvarlak kendiliğinden perçinlenen somun, genellikle DIN 7337 veya benzeri bir şeye dayanan endüstri kurallarına uygundur. Bu, onları kim yaparsa yapsın birbirlerinin yerini alabilmelerini sağlar.
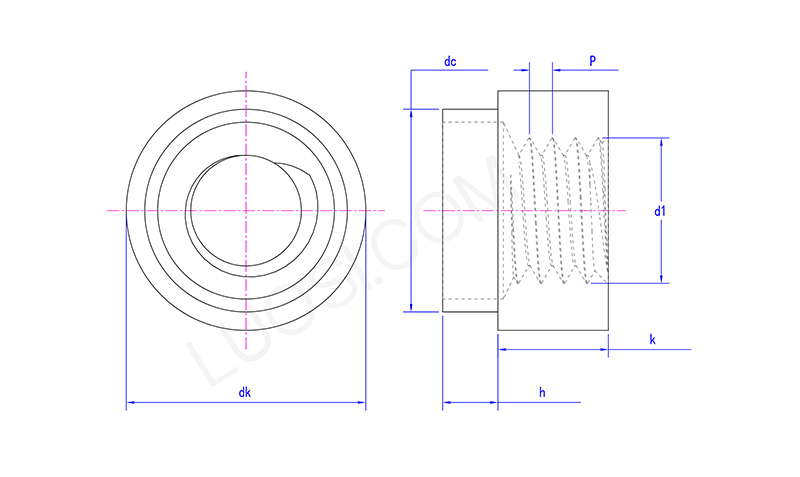
Bunları farklı şeylerle ölçersiniz: diş boyutu (M4, M5 vb. gibi), gövdenin ne kadar geniş olduğu, flanşın ne kadar geniş olduğu ve bunları kullandığınızda malzemenin ne kadar kalın olabileceği. Standart diş boyutları genellikle M3'ten M12'ye kadardır.
En büyük fark, bu somunları taktıktan sonra flanşın (yayılan kısım) gövdenin eskisinden çok daha geniş olmasıdır. Malzemelerin içinden geçmeme konusunda onları bu kadar iyi yapan şey de budur.
Bir somun seçtiğinizde kesin ölçüleri bilmeniz gerekir. Somunu deliğin boyutuna ve malzemenin kalınlığına göre eşleştirmeniz gerekir. Bunu yapmazsanız, doğru çalışmayacaktır.
| Pazartesi | M3-1.5 | M3-2 | M4-1.2 | M4-1.5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk maks | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk dk | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| DC maksimum | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k maksimum | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| bin dakika | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| saat maksimum | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| sa dk | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Kurulum için hangi araçlara ihtiyaç vardır?
Kendiliğinden perçinlenen somunun etrafına kararma işlemi uygulamak için mandrel adı verilen özel bir ayar aletine ihtiyacınız vardır. Bu alet somunun iç dişlerine vidalanır. Aleti çektiğinizde veya kuvvet uyguladığınızda, somunun dışarı doğru genişlemesine neden olur, deforme olur ve boru duvarını sıkıca tutar.
Manuel ayarlama araçları vardır, ancak çoğu durumda, özellikle fabrika kurulumlarında, pnömatik veya hidrolik aletler daha iyidir. Tutarlı bir kuvvet sağlarlar, bu da somunun her seferinde düzgün şekilde takıldığından emin olur. Bu tutarlılık, özellikle çok sayıda kurulum yaptığınızda güvenilir performansın anahtarıdır.
Sıcak Etiketler: Kararma Tedavisi Yuvarlak Kendinden Perçinleme Somunu, Çin, Üretici, Tedarikçi, Fabrika
İlgili Kategori
Altıgen Somun
Kare Somun
Altıgen Flanş Somunu
Kilit Somunu
Başlık Somunu
Altıgen Oluklu Somun
Somunu El Vidası
Yuvarlak Somun
Hub Somunları
T-somun
Kamış Somunu
Diğer Kuruyemişler
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.








