
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






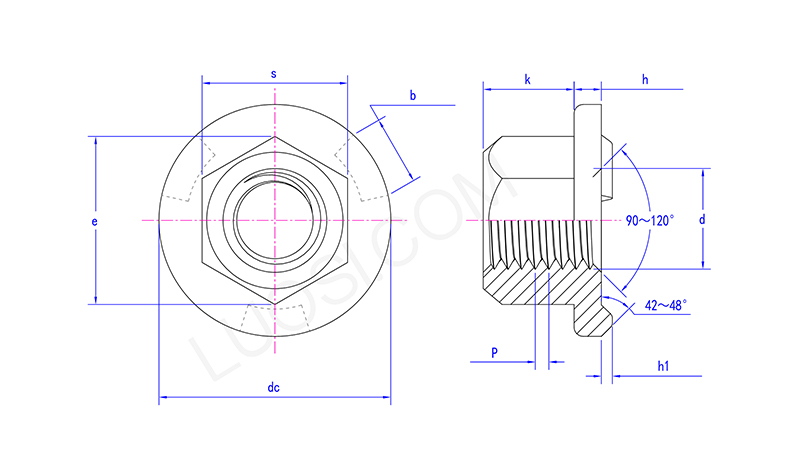
Flanşlı Yüksek Mukavemetli Kaynak Altıgen Somun
Flanşlı, yüksek mukavemetli kaynaklı altıgen somunun önemli bir avantajı, yüksek çekme mukavemeti, titreşim direnci ve montaj sırasında hizalama kolaylığı kombinasyonudur. Xiaoguo® rekabetçi fiyatlandırma ve verimli uluslararası nakliye hizmetleri sağlar. Ücretsiz numune sağlayabiliriz.
modeli:Q 366-2012
Talep Gönder
Ürün Açıklaması
Flanşlı karbon çeliği yüksek mukavemetli kaynak altıgen somunu genellikle 5, 8 veya 10 (ASTM A563'ten) gibi sınıflara veya 8, 10, 12 gibi benzer ISO özellik sınıflarına uygundur. Bu, belirli mekanik özelliklere sahip olmalarını sağlar. Paslanmaz çelik olanlar genellikle ASTM A194/A194M veya ASME standartlarını karşılar; bunlar kimyasal yapılarını ve korozyona karşı ne kadar iyi direnç gösterdiklerini kapsar, bu da bu somunlar için önemlidir.
| Pazartesi | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 maks | 1.1 | 1.3 | 1.3 | 1.3 |
| sa1 dk. | 0.9 | 1.1 | 1.1 | 1.1 |
| DC maksimum | 22.5 | 26.5 | 30.5 | 33.5 |
| DC dk. | 21.5 | 25.5 | 29.5 | 32.5 |
| e dk | 13.6 | 16.9 | 19.4 | 22.4 |
| saat maksimum | 2.75 | 3.25 | 3.25 | 4.25 |
| sa dk | 2.25 | 2.75 | 2.75 | 3.75 |
| maksimum b | 6.1 | 7.1 | 8.1 | 8.1 |
| b dk | 5.9 | 6.9 | 7.9 | 7.9 |
| bin dakika | 9.64 | 12.57 | 14.57 | 16.16 |
| k maksimum | 10 | 13 | 15 | 17 |
| maksimum | 13 | 16 | 18 | 21 |
| dakika | 12.73 | 15.73 | 17.73 | 20.67 |
Önlemler:
Flanşlı yüksek mukavemetli kaynak altıgen somununun doğru şekilde yerleştirilmesi, doğru kaynak adımlarının kullanılması anlamına gelir. Somunun doğru noktaya yerleştirilmesi ve iş parçası yüzeyine sıkı bir şekilde tutulması gerekir; öncelikle yüzeyin temiz ve hazır olduğundan emin olun. Projeksiyon kaynağı için doğru akımı, zamanlamayı ve basıncı kullanmanız gerekir. Ark kaynağı için önemli olan doğru tekniktir. Her iki durumda da, bunu doğru yapmak önemlidir. Somun dişlerini bozmadan, sonuna kadar giden bir kaynağa ihtiyacınız var. Eklemin sağlam kaldığından bu şekilde emin olursunuz.
Kurulum Talimatları:
Flanşlı, yüksek mukavemetli altıgen somunu flanşla kaynaklamak için genellikle özel bir dirençli kaynak makinesine ihtiyacınız vardır. Somunun boyutuna ve malzemesine uygun doğru elektrot basıncı, akım ve zamanlama ayarlarına sahip olması gerekir. Belirli somunlarınıza uygun önerilen ayarlar için üreticinin bilgi sayfasına bakın.
Sıcak Etiketler: Flanşlı Yüksek Mukavemetli Kaynak Altıgen Somun, Çin, Üretici, Tedarikçi, Fabrika
İlgili Kategori
Altıgen Somun
Kare Somun
Altıgen Flanş Somunu
Kilit Somunu
Başlık Somunu
Altıgen Oluklu Somun
Somunu El Vidası
Yuvarlak Somun
Hub Somunları
T-somun
Kamış Somunu
Diğer Kuruyemişler
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.








