
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Flanşlı Yüksek Mukavemetli Kaynak Altıgen Somunlar
Karbon çeliği veya paslanmaz çelik gibi kaynaklanabilir çeliklerden üretilen, flanşlı yüksek mukavemetli kaynak altıgen somunlar, dayanıklılık ve çoğu zaman korozyon direnci özellikleri sunar. Müşteriler, sektördeki lider üreticiler tarafından onaylanan bir standart olan tutarlı bağlantı elemanı kalitesi ve güvenilirliği nedeniyle Xiaoguo®'yu tercih ediyor.
modeli:QC/T 872-2011
Talep Gönder
Ürün Açıklaması
Yüksek mukavemetli flanşlı kaynaklı altıgen somunları farklı kılan, kaynak yapılmak üzere üretilmiş olmalarıdır. Genellikle flanşın alt kısmında kaynak için küçük bir yükseltilmiş parça, küçük bir halka veya tümsek veya belki özel olarak hazırlanmış açılı bir kenar bulunur. Bu yükseltilmiş parça, kaynak yaptığınızda (ark veya projeksiyon kaynağı) ilk önce erir; bu, flanş tabanı ile üzerinde çalıştığınız parça arasında güçlü, eşit ve derin bir bağ oluşmasına yardımcı olur. Bu şekilde kalıcı olarak bağlı kalır.
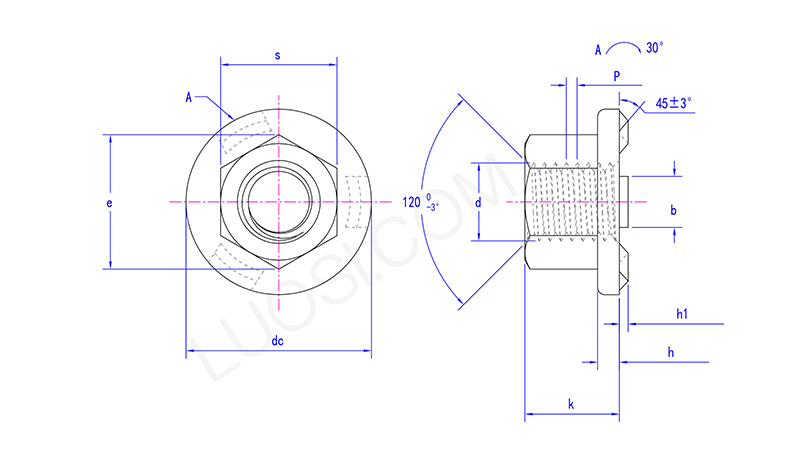
Spesifik parametreler:
Metrik dişlerin diş yarım açısı, adım sapması ve adım çapı toleransı gibi parametreler ISO 965-1, GB/T 197 veya DIN 14 gibi standartlara uygundur. Bu, gerektiğinde değiştirilebilirleri ve somunların üzerlerine hassas bir şekilde vidalanabileceği anlamına gelir. Metrik dişlerin diş yarım açısı, adım sapması ve adım çapı toleransı gibi parametreler ISO 965-1, GB/T 197 veya DIN 14 gibi standartlara uygundur. Gerektiğinde değiştirilebilirler ve somunlar üzerlerine tam olarak vidalanabilir.
| Pazartesi | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| P | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 |
| h1 maks | 0.9 | 0.9 | 1.1 | 1.3 | 1.3 | 1.3 | 1.3 |
| sa1 dk. | 0.7 | 0.7 | 0.9 | 1.1 | 1.1 | 1.1 | 1.1 |
| DC maksimum | 15.5 | 18.5 | 22.5 | 26.5 | 30.5 | 33.5 | 36.5 |
| DC dk. | 14.5 | 17.5 | 21.5 | 25.5 | 29.5 | 32.5 | 35.5 |
| e dk | 8.2 | 10.6 | 13.6 | 16.9 | 19.4 | 22.4 | 25 |
| saat maksimum | 1.95 | 2.25 | 2.75 | 3.25 | 3.25 | 4.25 | 4.25 |
| sa dk | 1.45 | 1.75 | 2.25 | 2.75 | 2.75 | 3.75 | 3.75 |
| maksimum b | 4.1 | 5.1 | 6.1 | 7.1 | 8.1 | 8.1 | 8.1 |
| b dk | 3.9 | 4.9 | 5.9 | 6.9 | 7.9 | 7.9 | 7.9 |
| bin dakika | 4.7 | 6.64 | 9.64 | 12.57 | 14.57 | 16.16 | 18.66 |
| k maksimum | 5 | 7 | 10 | 13 | 15 | 17 | 19.5 |
| maksimum | 8 | 10 | 13 | 16 | 18 | 21 | 24 |
| dakika | 7.64 | 9.64 | 12.57 | 15.57 | 17.57 | 20.16 | 23.16 |
Doğruluk ve Kalınlığın Performans Üzerindeki Etkileri:
Bu kaynak altıgen somunlarındaki flanşın boyutu, yükün nasıl yayıldığını, titreşimi ne kadar iyi karşıladığını ve kaynağın ne kadar güçlü olduğunu etkiler. Daha büyük veya daha kalın bir flanş, daha fazla stabilite ve yüzeyle daha fazla temas anlamına gelir. Bu somunlar için doğru flanş boyutunun seçilmesi, bağlantının ne kadar iyi çalıştığı açısından önemlidir.
Sıcak Etiketler: Flanşlı Yüksek Mukavemetli Kaynak Altıgen Somunlar, Çin, Üretici, Tedarikçi, Fabrika
İlgili Kategori
Altıgen Somun
Kare Somun
Altıgen Flanş Somunu
Kilit Somunu
Başlık Somunu
Altıgen Oluklu Somun
Somunu El Vidası
Yuvarlak Somun
Hub Somunları
T-somun
Kamış Somunu
Diğer Kuruyemişler
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.








